Auto Sheet Metal Gauge Flux Core

How To Weld Sheet Metal With Harbor Freight Welder Youtube

How To Weld Thin Metal With Flux Core Welding Picks
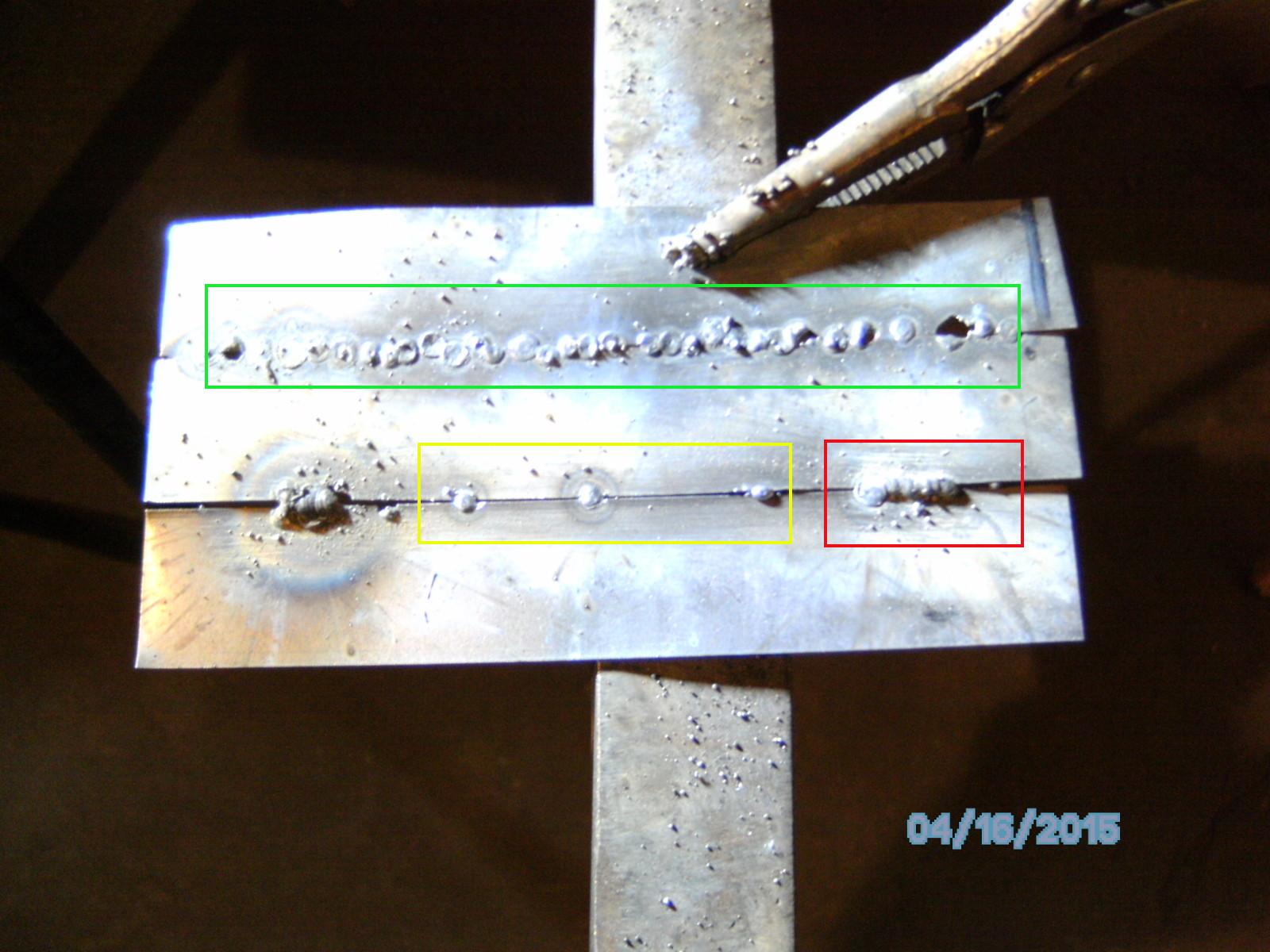
Thesamba Com Gallery Flux Core Sheet Metal Welding 22 Gauge Butt Seam

Repairing A 2 Inch Hole In A Truck Box Part 2 Flux Core Welding Sheet Metal Youtube
Proper Sheet Metal Gauge For Weld Repairs Ford Mustang Forum

Welding Thin Material With Flux Core Youtube

A flux cored wire is optimized to obtain performance not possible with a solid wire.
Auto sheet metal gauge flux core.

Tips On Spot Welding Thin Gauge Sheet Metal Flux Core Welder Youtube Welding Table Welding Projects Welding

How To Weld Sheet Metal With Flux Core Welder Welders Cave
Flux Core Welding Sheet Metal Youtube

Can You Flux Core Weld 22 Gauge Steel Youtube
Source : pinterest.com
